工业、民用纳米涂层咨询 13751766251 曾小姐
工业、民用纳米涂层咨询 15920910732 杨小姐
工业纳米涂层咨询 18988921053 江工
工业纳米涂层咨询 13822119766 陈工
工业纳米涂层咨询 18988921056 雷工
工业防腐咨询热线 18011985861 谢工
汽车美容纳米涂层 19988251391 王工
技术支持咨询热线 18675834031 蒋工
电话:020-62315158
传真:020-62315153
地址:中国广东省广州市黄埔区科学城科丰路31号华南新材料创新园G11栋-601
 |
|
| 产品详情 |
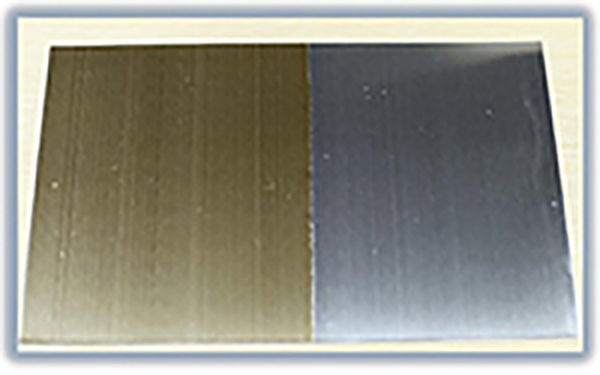
Ⅰ 产品代码 YCP0014 Ⅱ 产品特性
* 常温固化,漆膜硬度可达9H-10H * 耐酸碱腐蚀性能优良 * 耐各种家用洗涤剂 * 抗污性佳、优秀的耐磨性能 * 防护不锈钢高温不黄变 Ⅲ 适用材质 拉丝不锈钢 Ⅳ 固化方式 加热固化 Ⅴ 应用范围 不锈钢等高温易氧化黄变金属材料 Ⅵ 施工方法 施工前处理工艺 1.用不锈钢清洗剂人工擦洗工件(如果是铝型材,需要更换针对铝型材的清洁剂),擦洗过程中要做到无死角无遗漏,将工件表面残胶、污垢、油脂等污渍擦洗干净 2.过前处理自动清洗线:热水洗——预脱脂——主脱脂——自来水洗1——自来水洗2 ——自来水洗3——纯水洗1——纯水洗2——纯水洗3 3.用气枪将工件表面积水吹干大部分,进入脱水炉烘干,炉温为150°C(如果有条件,尽量用冷风吹干工件表面) 4.清洗后的工件表面要做到水滴上去,自然铺展开,表面呈现亲水状态,视为清洗干净,处理干净后的表面应及时喷涂(清洗烘干到喷涂的时间最佳不要超过30分钟),防止重新有灰尘,导致工件表面再次疏水,会引起喷涂缺陷 5.喷涂工件,人工检查喷涂是否存在喷涂缺陷(主要是未清洗干净引起的缺陷),如果存在,取下有缺陷的工件,再次前处理 6.喷涂好的工件,过烘烤线,炉温控制在80°C(工件实际温度在50°C左右),烘烤10分钟,然后继续过烘烤线,炉温控制在270°C(工件实际温度在250°C左右),继续烘烤30分钟 7.要求施工环境无灰尘、有排风装置或相应的空气吸尘设备,以保证施工质量 涂装 1. 喷涂前涂料采用400目滤布过滤 2.喷枪,选择日本专用的水性喷枪,牌号是:日本岩田LPH-101,喷出压力:0.6-0.8MPa,喷涂距离:15-25 厘米,推荐湿漆膜厚度:3-5 微米,干膜厚度 1-2 微米,施工温度:10-30 °C,相对湿度:45%-75% 3. 喷房的洁净度在1万级以内,即单位立方英尺中粒径≥0.5μm的尘埃粒子<10000个 4. 流平区、烘烤区的洁净度在10万级以内,即单位立方英尺中粒径≥0.5μm尘埃的粒子<100000 个 Ⅶ 存储 建议存储温度: 18~25℃ 使用期限: 6个月 Ⅷ 包装 1000g/瓶 Ⅸ 淘宝链接 https://item.taobao.com/item.htm?spm=a2oq0.12575281.0.0.50111debnit5p7&ft=t&id=624201396078 |
| 下载列表 |
|
| 相关产品 |
 |  |  |  |